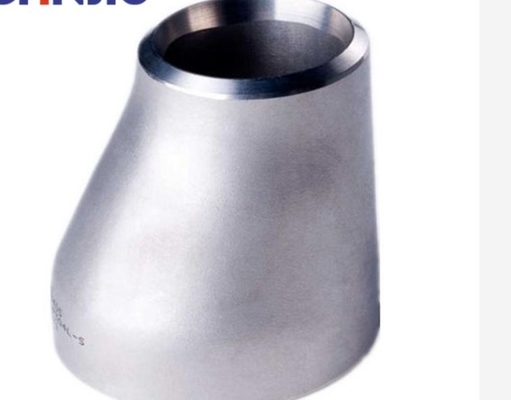
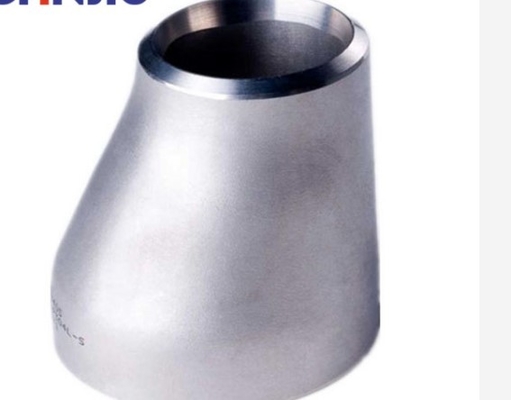
বাট-ওয়েল্ডিং ফিটিং সুপার ডুপ্লেক্স স্টেইনলেস স্টিল UNS S32750 এককেন্দ্রিক রিডুসার 1*3/4 ASME B16.9
এককেন্দ্রিক হ্রাসকারীরা বিভিন্ন ব্যাসের টিউবগুলিকে বোঝায় যার কেন্দ্রগুলি চালু নেই৷
একই লাইন, এবং সঙ্গে টিউবএকই লাইনের একটি কেন্দ্রকে কেন্দ্রীভূত বলা হয়
হ্রাসকারীসাধারণত ব্যবহৃত গঠন প্রক্রিয়া সঙ্কুচিত হয়ছাঁচনির্মাণ, সম্প্রসারণ
ছাঁচনির্মাণ বা সঙ্কুচিত এবং প্রসারিত ছাঁচনির্মাণ, এবং স্ট্যাম্পিং নির্দিষ্ট জন্য ব্যবহার করা যেতে পারে
বিভিন্ন ব্যাসের পাইপের স্পেসিফিকেশন।উদ্দীপক রিডুসার অগ্রভাগের প্রয়োগ
এককেন্দ্রিক রিডুসারের দুই প্রান্তের ব্যাস ভিন্ন, তাই এটি সংযোগ করতে ব্যবহৃত হয়
ব্যাস পরিবর্তন করতে বিভিন্ন ব্যাসের পাইপ ফিটিং বা ফ্ল্যাঞ্জ।বিভিন্ন সঙ্গে টিউব
মুখের উভয় প্রান্তে ব্যাস অদ্ভুত, বৃত্তের কেন্দ্র একই
অক্ষ, যখন পাইপের ব্যাস অক্ষের সাথে গণনা করা হয়, তখন পাইপের অবস্থান থাকে
অপরিবর্তিত, সাধারণত গ্যাস বা উল্লম্ব তরল পাইপের ব্যাস পরিবর্তনের জন্য ব্যবহৃত হয়।
রিডুসারের গোলাকারতা বাইরের ব্যাসের 1% এর বেশি হওয়া উচিত নয়
সংশ্লিষ্ট শেষ, এবং অনুমোদিত বিচ্যুতি হল ±3 মিমি।হ্রাসকারী উপাদান প্রয়োগ করে
SY/T5037, GB/T9711, GB/T8163, আমেরিকান স্ট্যান্ডার্ড ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN জার্মান স্ট্যান্ডার্ড এবং গ্রাহক
প্রয়োজনীয়তার মান
রিডুসার (বড় এবং ছোট মাথা) হল এক ধরণের পাইপ ফিটিং যা পাইপ হ্রাস করার জন্য ব্যবহৃত হয়।গঠন
সাধারণত ব্যবহৃত প্রক্রিয়া হল কম ব্যাস টিপে, এক্সপেনশন টিপে বা ব্যাস
রিডাকশন প্লাস এক্সপেনশন প্রেসিং, এবং স্ট্যাম্পিংও কিছু স্পেসিফিকেশনের জন্য ব্যবহার করা যেতে পারে
হ্রাসকারীদের
কসঙ্কুচিত/প্রসারিত হচ্ছে গঠন
রিডুসারের সঙ্কুচিত গঠন প্রক্রিয়া হল পাইপের ব্যাসের সমান খালি করা
রিডুসারের বড় প্রান্তটি গঠনকারী ছাঁচে প্রবেশ করে এবং ধাতুটি ছাঁচের গহ্বর বরাবর চলে যায়
এবং পাইপ ফাঁকা অক্ষীয় দিক বরাবর এটি টিপে সঙ্কুচিত এবং ফর্ম.অনুযায়ী
রিডুসারের ব্যাসের আকারে, এটি এক প্রেসিং ফর্মিং বা একাধিক ভাগে বিভক্ত
টিপে গঠন.নীচের চিত্রটি হ্রাসকৃত ব্যাসের পরিকল্পিত চিত্র দেখায়
ঘনকেন্দ্রিক হ্রাসকারীর গঠন।
ব্যাস সম্প্রসারণ গঠন বড় ব্যাসের চেয়ে ছোট পাইপ ফাঁকা ব্যবহার
রিডুসারের শেষ, এবং পাইপ ফাঁকা ভিতরের ব্যাস ভিতরের বরাবর প্রসারিত হয়
একটি অভ্যন্তরীণ খোঁচা ডাই সঙ্গে পাইপ ফাঁকা ব্যাস.ব্যাস সম্প্রসারণ প্রক্রিয়া
প্রধানত এমন পরিস্থিতির সমাধান করে যে একটি বড় ব্যাস সহ রিডুসার গঠন করা সহজ নয়
সঙ্কুচিত দ্বারা, এবং কখনও কখনও উপকরণ এবং পণ্য গঠনের চাহিদা অনুযায়ী,
ব্যাস সম্প্রসারণ এবং ব্যাস হ্রাসের পদ্ধতি একত্রিত হয়।
সঙ্কুচিত বা ব্যাস বিকৃতি টিপে প্রসারিত প্রক্রিয়ায়, অনুযায়ী
বিভিন্ন উপকরণ এবং ব্যাস পরিবর্তন, এটি ঠান্ডা চাপ বা গরম চাপ ব্যবহার করার জন্য নির্ধারিত হয়.
সাধারণ পরিস্থিতিতে, ঠান্ডা চাপ যতটা সম্ভব ব্যবহার করা হয়, কিন্তু গরম চাপ
একাধিক রিডুসার, পুরু প্রাচীর বেধ দ্বারা সৃষ্ট গুরুতর কাজ শক্ত করার জন্য ব্যবহার করা উচিত
বা খাদ ইস্পাত উপকরণ।
খ.স্ট্যাম্পিং গঠন
কাঁচামাল হিসাবে ইস্পাত পাইপ ব্যবহার করে রেডিউসার উত্পাদন ছাড়াও, কিছু নির্দিষ্টকরণ
হ্রাসকারীগুলিও স্ট্যাম্পিং এবং ইস্পাত প্লেট গঠন করে উত্পাদিত হতে পারে।এর আকৃতি
স্ট্রেচিংয়ের জন্য ব্যবহৃত ডাইটি রিডুসারের অভ্যন্তরীণ পৃষ্ঠের আকার অনুসারে ডিজাইন করা হয়েছে,
এবং ইস্পাত প্লেট খালি করার পরে স্ট্যাম্প করা হয় এবং ডাই দ্বারা প্রসারিত হয়।


 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali